Cong vênh, hay còn gọi là warping, là một trong những vấn đề gây khó chịu và phổ biến nhất trong in 3D. Tình trạng này xảy ra khi các góc của bản in bị bong ra khỏi bàn in hoặc toàn bộ cấu trúc bị biến dạng khi các lớp vật liệu nguội đi. Lỗi cong vênh đặc biệt nghiêm trọng với các vật liệu như ABS do độ co ngót nhiệt cao, nhưng nó có thể xuất hiện với hầu hết các loại sợi nhựa (filament) trong những điều kiện không phù hợp. Việc hiểu rõ nguyên nhân gây ra cong vênh và cách ngăn chặn sẽ giúp bạn có được những bản in sạch, chính xác và đạt chất lượng cao trong mọi dự án.
Khi bản in của bạn không bám dính tốt vào mặt bàn in, hiện tượng cong vênh sẽ xảy ra do lớp đáy bị nhấc lên, kéo theo các lớp còn lại. Điều này có thể dẫn đến các cạnh bị cong hoặc thậm chí là bản in bị bong ra hoàn toàn. Các vấn đề về độ bám dính bàn in có thể phát sinh từ nhiều nguyên nhân như chiều cao lớp đầu tiên không phù hợp, bề mặt bàn in bẩn hoặc không bằng phẳng, hoặc bề mặt vật liệu in không tối ưu. Việc giải quyết triệt để các yếu tố này là cực kỳ quan trọng để đảm bảo sự thành công của các bản in 3D.
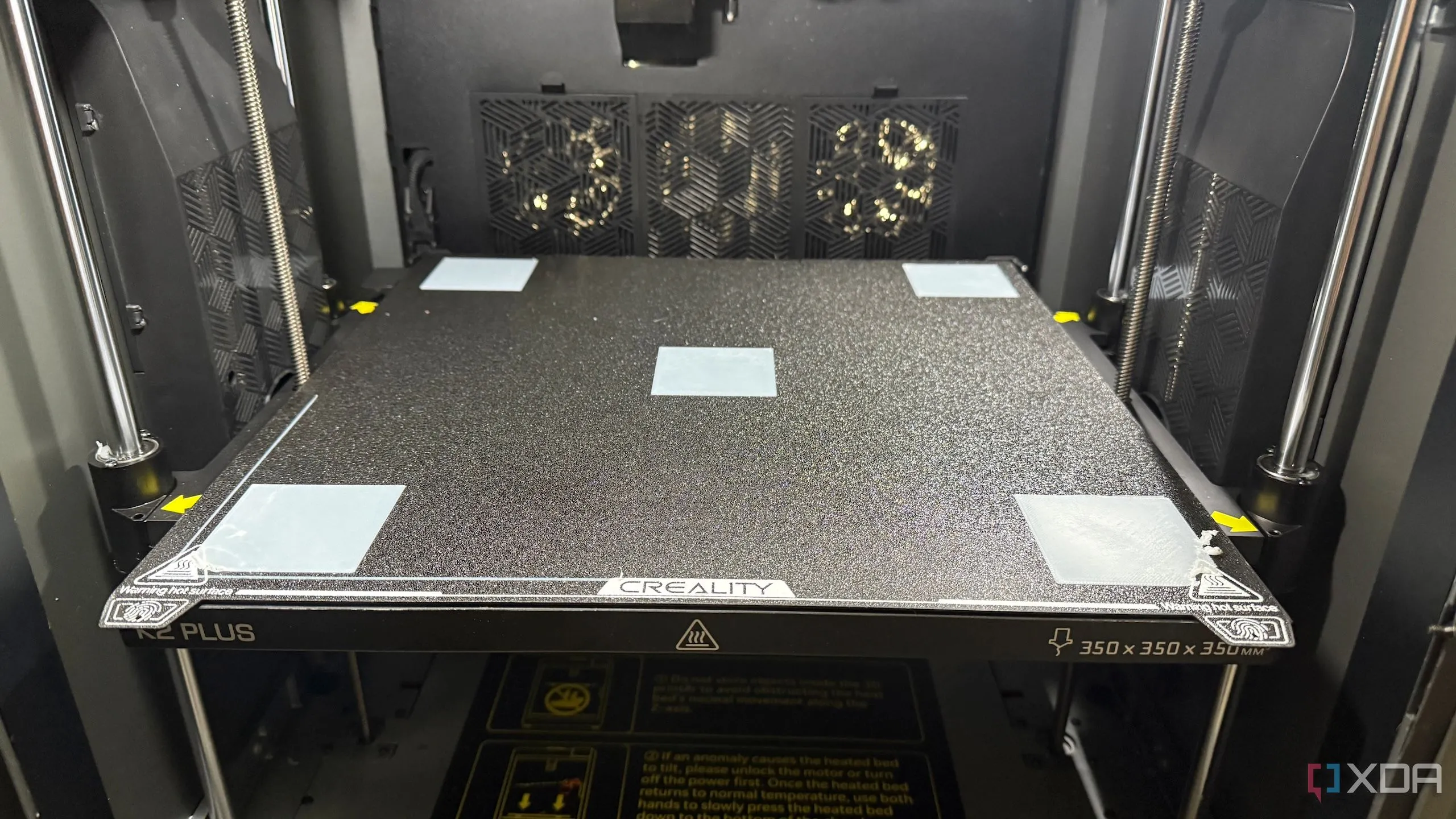 Bản in 3D đang bị cong vênh ở các cạnh do lỗi cân bằng bàn in chưa tối ưu.
Bản in 3D đang bị cong vênh ở các cạnh do lỗi cân bằng bàn in chưa tối ưu.
Để khắc phục các vấn đề về độ bám dính, điều đầu tiên và quan trọng nhất là phải cân bằng bàn in (bed leveling) một cách chính xác. Một bàn in không bằng phẳng sẽ dẫn đến độ bám dính sợi nhựa không đồng đều, gây ra hiện tượng cong vênh. Bạn cần đảm bảo vòi phun (nozzle) được định vị đúng cách. Nếu vòi phun quá cao, sợi nhựa sẽ không thể bám dính đúng mức. Ngược lại, nếu quá thấp, sợi nhựa có thể bị đùn ép không đều, ảnh hưởng đến chất lượng in. Điều chỉnh chiều cao vòi phun là yếu tố sống còn để đạt được độ bám dính tốt của bản in.
Bên cạnh đó, việc vệ sinh bề mặt bàn in cũng rất cần thiết. Hãy sử dụng cồn isopropyl để loại bỏ dầu, bụi bẩn hoặc cặn bám có thể cản trở sự bám dính của sợi nhựa. Đồng thời, cân nhắc sử dụng các chất hỗ trợ bám dính phù hợp như tấm PEI (Polyetherimide), keo dán (glue stick) chuyên dụng cho in 3D hoặc băng dính xanh (blue painter’s tape) để tạo một bề mặt tối ưu hơn cho sợi nhựa. Áp dụng các chiến lược này sẽ giảm thiểu đáng kể tình trạng cong vênh và đảm bảo bản in bám chắc chắn vào bàn in trong suốt quá trình in.
4. Nhiệt độ in không chính xác
Làm mát quá nhanh hoặc nhiệt độ không đều
Nhiệt độ đóng vai trò then chốt trong việc ngăn chặn hiện tượng cong vênh của bản in 3D. Nếu bản in nguội quá nhanh hoặc không đều, vật liệu sẽ co lại và kéo bản in ra khỏi bàn in. Vật liệu ABS đặc biệt dễ bị ảnh hưởng bởi điều này do có độ co ngót nhiệt cao. Tuy nhiên, ngay cả vật liệu PLA, vốn ít nhạy cảm hơn, cũng có thể bị cong vênh nếu môi trường in quá lạnh hoặc có sự chênh lệch nhiệt độ đột ngột.
 Các chi tiết bản in 3D có thể bị biến dạng do nhiệt độ in không ổn định hoặc làm mát quá nhanh.
Các chi tiết bản in 3D có thể bị biến dạng do nhiệt độ in không ổn định hoặc làm mát quá nhanh.
Sử dụng bàn nhiệt (heated bed) được cài đặt ở nhiệt độ chính xác cho từng loại sợi nhựa sẽ giúp duy trì tốc độ làm mát đồng đều cho bản in. Hộp che máy (enclosure) cũng là một giải pháp rất hiệu quả, đặc biệt với các vật liệu như ABS, vì chúng giúp giữ nhiệt và ngăn chặn quá trình làm mát diễn ra quá nhanh. Nếu máy in của bạn đang đặt trong phòng có gió lùa, hãy cân nhắc chặn các luồng khí từ quạt, cửa sổ hoặc lỗ thông hơi điều hòa, vì những yếu tố này có thể gây ra hiện tượng làm mát không đều, dẫn đến cong vênh bản in.
3. Vấn đề về tốc độ in và chiều cao lớp
In quá nhanh hoặc cài đặt lớp in không phù hợp
In với tốc độ quá nhanh có thể tác động tiêu cực đến chất lượng in 3D. Một trong số đó là hiện tượng đùn sợi nhựa không đều, khiến vật liệu được đắp không nhất quán, tạo ra các khe hở hoặc tràn vật liệu, từ đó ảnh hưởng đến tính toàn vẹn cấu trúc của vật thể. Độ bám dính lớp đầu tiên kém cũng là một vấn đề phổ biến, đặc biệt khi in ở tốc độ cao. Lớp đầu tiên tạo thành nền tảng của bản in, và nếu nó không bám dính đúng cách, các lớp tiếp theo sẽ không có một nền móng ổn định, làm tăng đáng kể nguy cơ cong vênh. Hiện tượng cong vênh xảy ra khi các lớp không liên kết tốt và bị kéo ra khỏi bàn in khi nguội, làm biến dạng toàn bộ bản in.
Để giảm thiểu những vấn đề này, hãy giảm tốc độ in của bạn, đặc biệt là đối với vài lớp đầu tiên. Việc làm chậm tốc độ của lớp đầu tiên cho phép nó bám chắc chắn vào bàn in, tạo ra một nền tảng vững chắc cho các lớp tiếp theo. Việc giảm tốc độ ban đầu này sẽ cải thiện đáng kể chất lượng bản in. Dành đủ thời gian cho lớp đầu tiên bám dính đúng cách sẽ giảm hiện tượng cong vênh và đảm bảo độ ổn định trong suốt quá trình in. Phương pháp này đặc biệt quan trọng đối với các vật liệu dễ bị cong vênh như ABS hoặc PLA, vốn đòi hỏi sự chú ý kỹ lưỡng ở các giai đoạn khởi đầu.
Ngoài việc điều chỉnh tốc độ in, bạn nên sử dụng nhiệt độ lớp đầu tiên cao hơn một chút và cài đặt chiều cao lớp phù hợp. Nhiệt độ cao hơn sẽ giúp sợi nhựa tan chảy kỹ hơn, cải thiện độ bám dính. Điều chỉnh chiều cao lớp đến một cài đặt hợp lý, thường là từ 0.2mm đến 0.3mm cho hầu hết các loại sợi nhựa. Phạm vi này cân bằng giữa chi tiết và độ bền cấu trúc. Việc tối ưu hóa cẩn thận các cài đặt này sẽ cải thiện độ bám dính và giảm cong vênh, mang lại bản in 3D thành công hơn và thẩm mỹ hơn.
2. Sử dụng vật liệu in không phù hợp với môi trường
Một số vật liệu dễ cong vênh hơn trong điều kiện nhất định
Các loại sợi nhựa khác nhau có xu hướng cong vênh khác nhau. Do tỷ lệ co ngót cao, các vật liệu như ABS, Nylon và Polycarbonate rất dễ bị cong vênh, trong khi PLA lại ít nhạy cảm hơn nhiều. Việc chuyển sang một loại sợi nhựa có độ co ngót thấp hơn có thể là giải pháp dễ dàng nhất nếu bạn đang in trong môi trường mở hoặc không có bàn nhiệt.
PLA là lựa chọn tốt nhất cho các máy in khung mở vì nó không yêu cầu bàn nhiệt và nguội đi mà không có sự co ngót đáng kể. Nếu bạn cần độ bền của ABS hoặc Nylon nhưng lại gặp khó khăn với hiện tượng cong vênh, hãy cân nhắc sử dụng PETG. Vật liệu này có khả năng chịu nhiệt tốt hơn PLA nhưng lại ít cong vênh hơn ABS. Nếu bạn bắt buộc phải sử dụng một loại sợi nhựa dễ cong vênh, thì việc trang bị hộp che máy và chuẩn bị bàn in kỹ lưỡng là điều vô cùng cần thiết.
1. Yếu tố môi trường
Luồng gió, thay đổi nhiệt độ và độ ẩm tác động đến cong vênh
Môi trường in của bạn có tác động đáng kể đến chất lượng bản in và khả năng ngăn ngừa cong vênh. Sự thay đổi nhiệt độ đột ngột, luồng gió và độ ẩm đều ảnh hưởng đến độ bám dính và quá trình làm mát của bản in. Việc đặt máy in gần cửa sổ, cửa ra vào hoặc lỗ thông hơi điều hòa có thể gây ra hiện tượng làm mát không nhất quán, dẫn đến vật liệu nguội không đều và gây ra cong vênh.
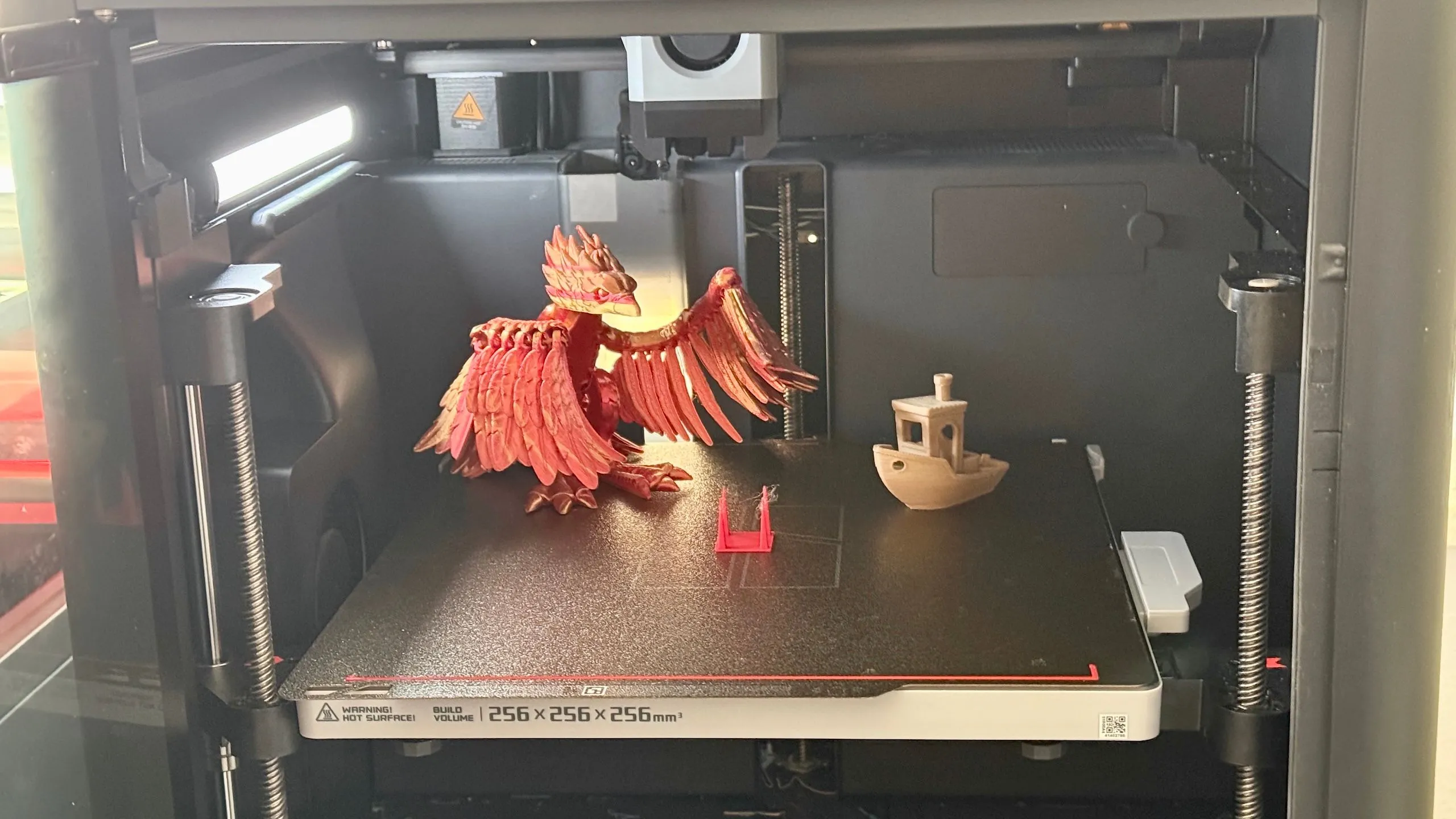
 Môi trường in 3D ổn định giúp giảm thiểu lỗi cong vênh và cải thiện chất lượng bản in.
Môi trường in 3D ổn định giúp giảm thiểu lỗi cong vênh và cải thiện chất lượng bản in.
Sử dụng hộp che máy (enclosure) là một giải pháp tuyệt vời để duy trì nhiệt độ ổn định, đặc biệt đối với các vật liệu dễ cong vênh như ABS. Hộp che máy giúp giữ nhiệt bên trong, đảm bảo quá trình làm mát diễn ra đồng đều và giảm thiểu nguy cơ cong vênh. Nếu không thể trang bị hộp che máy, hãy cố gắng chặn các luồng gió hoặc di chuyển máy in đến một môi trường ổn định hơn.
Bảo quản sợi nhựa đúng cách cũng cực kỳ quan trọng. Sợi nhựa khô sẽ giảm thiểu sự hấp thụ độ ẩm, ngăn ngừa các vấn đề đùn và giãn nở vật liệu không đều, vốn là những yếu tố khuyến khích hiện tượng cong vênh. Hãy bảo quản sợi nhựa ở nơi khô ráo, thoáng mát để duy trì điều kiện tối ưu cho việc in. Bước đơn giản này sẽ cải thiện chất lượng bản in và giảm cong vênh, nâng cao trải nghiệm in 3D tổng thể của bạn.
Các thực hành tốt giúp ngăn chặn cong vênh trước khi nó phá hỏng bản in của bạn
Cong vênh có thể là một lỗi in 3D gây bực bội, nhưng với những điều chỉnh phù hợp, nó hoàn toàn có thể được ngăn chặn. Đảm bảo độ bám dính bàn in tốt, sử dụng cài đặt nhiệt độ chính xác và kiểm soát môi trường in sẽ góp phần tạo nên sự ổn định tốt hơn cho bản in của bạn. Việc chuyển sang loại sợi nhựa có độ co ngót thấp hơn hoặc sử dụng hộp che máy có thể là giải pháp lâu dài tốt nhất nếu bạn thường xuyên gặp phải tình trạng cong vênh.
Bằng cách tinh chỉnh thiết lập máy in 3D của mình, bạn sẽ có được những bản in sắc nét hơn với ít lỗi hơn. Mỗi sự kết hợp giữa máy in và sợi nhựa đều khác nhau, vì vậy hãy thử nghiệm với các cách khắc phục này để tìm ra giải pháp tối ưu nhất cho bạn. Với cách tiếp cận đúng đắn, cong vênh sẽ không còn là trở ngại cho các dự án in 3D của bạn.