Nếu bạn đã làm quen với công nghệ in 3D một thời gian, chắc hẳn bạn đã thử qua các cài đặt slicer cơ bản và phổ biến như chiều cao lớp, mật độ điền đầy, tốc độ in, nhiệt độ đùn, và nhiều thông số khác. Tuy nhiên, không phải ai cũng dành thời gian khám phá sâu hơn vào các phần nâng cao của phần mềm slicer 3D để tìm hiểu tất cả các cài đặt khác, đặc biệt là những tùy chọn nằm trong tab “Nâng cao” hoặc ẩn sau các menu thả xuống. Thật dễ dàng để cho rằng các cài đặt mặc định là đủ, nhưng nhiều thông số ít được biết đến lại có thể thay đổi đáng kể trải nghiệm in 3D của bạn, đặc biệt là về chất lượng bản in. Dưới đây, chúng tôi sẽ khám phá 6 cài đặt mà hầu hết mọi người đều bỏ qua và lý do tại sao chúng lại quan trọng đến vậy.
 Chậu cây hình mèo được in 3D đặt trên máy in 3D, tượng trưng cho thành quả từ các cài đặt tối ưu
Chậu cây hình mèo được in 3D đặt trên máy in 3D, tượng trưng cho thành quả từ các cài đặt tối ưu
1. Kiểm Soát Gia Tốc (Acceleration Control)
Cài đặt kiểm soát gia tốc, thường được tìm thấy trong phần cài đặt tốc độ, quyết định tốc độ máy in của bạn thay đổi khi di chuyển. Trong khi tốc độ in đặt ra tốc độ tối đa, gia tốc lại kiểm soát mức độ nhanh chóng mà máy in tăng và giảm tốc độ từ mức đó.
Gia tốc cao hơn giúp bản in nhanh hơn, nhưng chúng sẽ hơi rung lắc và kém chính xác hơn do độ rung. Gia tốc thấp hơn làm chậm quá trình in nhưng cải thiện chất lượng, đặc biệt đối với các chi tiết nhỏ và góc cạnh. Nếu bạn đang in các mô hình 3D chi tiết, hãy giảm gia tốc xuống khoảng 500-1000mm/s². Ngược lại, bạn có thể tăng lên 3000-5000 mm/s² cho các bản in cơ khí hoặc tạo mẫu nhanh nếu máy in 3D của bạn có thể xử lý được. Bạn cũng có thể đặt các giá trị gia tốc khác nhau cho tường, điền đầy và các bề mặt trên cùng để tối ưu hóa hiệu suất in. Thử nghiệm cài đặt này sẽ giúp bạn tìm được tốc độ tối ưu cho từng loại bản in.
 Hình ảnh minh họa 5 cách tăng tốc độ in 3D mà không làm giảm chất lượng
Hình ảnh minh họa 5 cách tăng tốc độ in 3D mà không làm giảm chất lượng
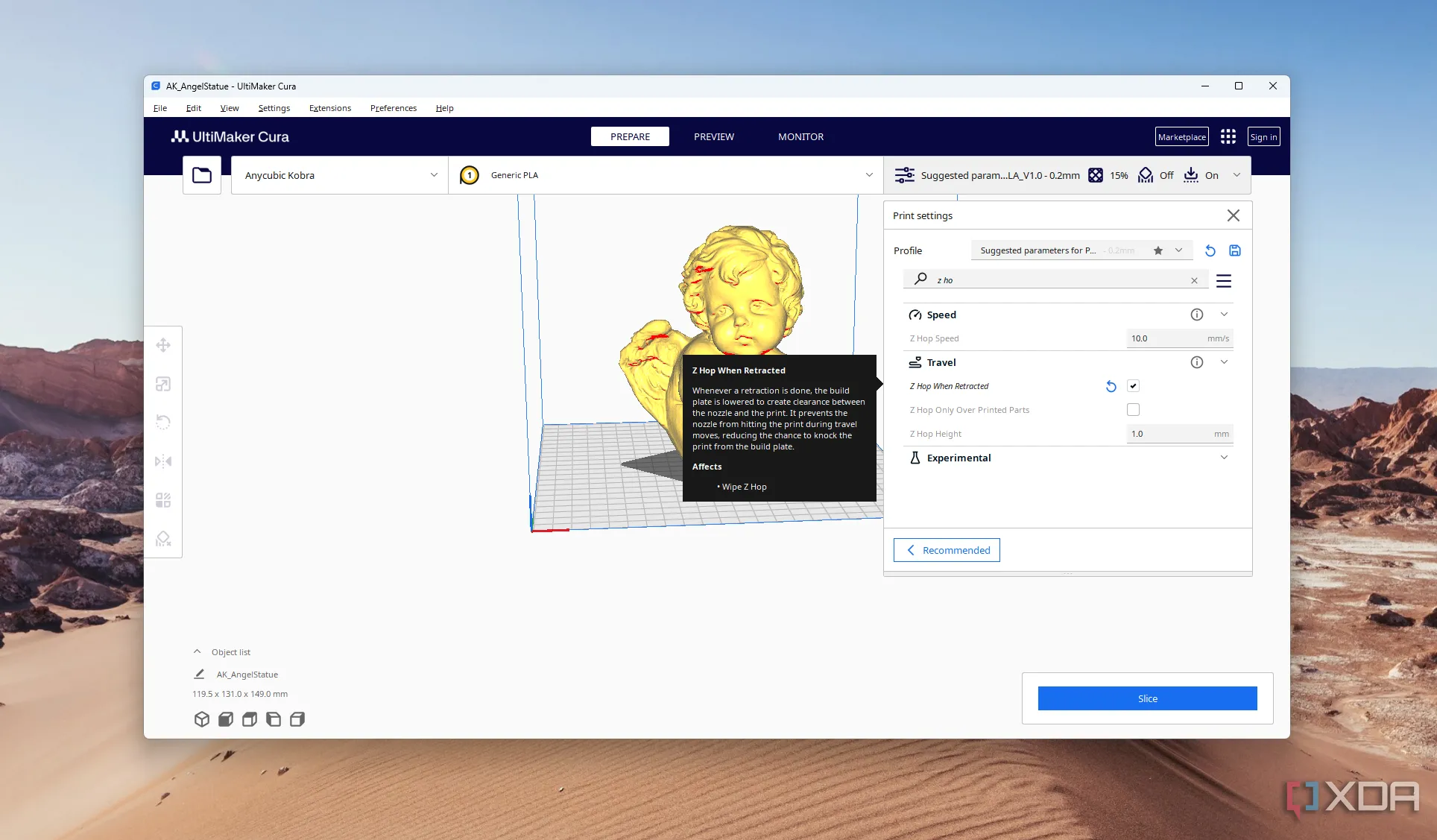
2. Nhảy Z Khi Rút Sợi (Z Hop When Retracted)
 Giao diện cài đặt Z hop when retracted trong phần mềm slicer Cura
Giao diện cài đặt Z hop when retracted trong phần mềm slicer Cura
Cài đặt “Z hop when retracted” sẽ nâng vòi phun lên một chút khi rút sợi và di chuyển ngang qua bản in. Đây là một thao tác đơn giản nhưng cực kỳ hữu ích trong việc ngăn vòi phun kéo lê trên bề mặt bản in, tránh để lại những vết xước xấu xí hoặc các khuyết điểm, đặc biệt trên các lớp trên cùng tinh xảo. Đồng thời, nó cũng giúp ngăn vòi phun va chạm và làm bật bản in khỏi bàn in. Bạn có thể tìm thấy cài đặt này trong phần cài đặt di chuyển (travel settings) của slicer.
Hãy sử dụng cài đặt này khi bạn đang in các mô hình nhỏ hoặc chi tiết, nơi độ hoàn thiện bề mặt là yếu tố quan trọng. Đối với các loại sợi filament linh hoạt dễ chảy (oozing), Z hop cũng có thể giúp cải thiện chất lượng bản in. Ngoài ra, bạn nên bật tính năng này nếu nhận thấy các vết xước đang hình thành trên bề mặt bản in. Mặc dù rất hữu ích, hãy nhớ rằng việc sử dụng Z hop sẽ làm tăng thời gian in tổng thể.
 Các loại sợi filament in 3D khác nhau được sắp xếp trên bàn, tốt hơn PLA cho các dự án in 3D chuyên nghiệp
Các loại sợi filament in 3D khác nhau được sắp xếp trên bàn, tốt hơn PLA cho các dự án in 3D chuyên nghiệp
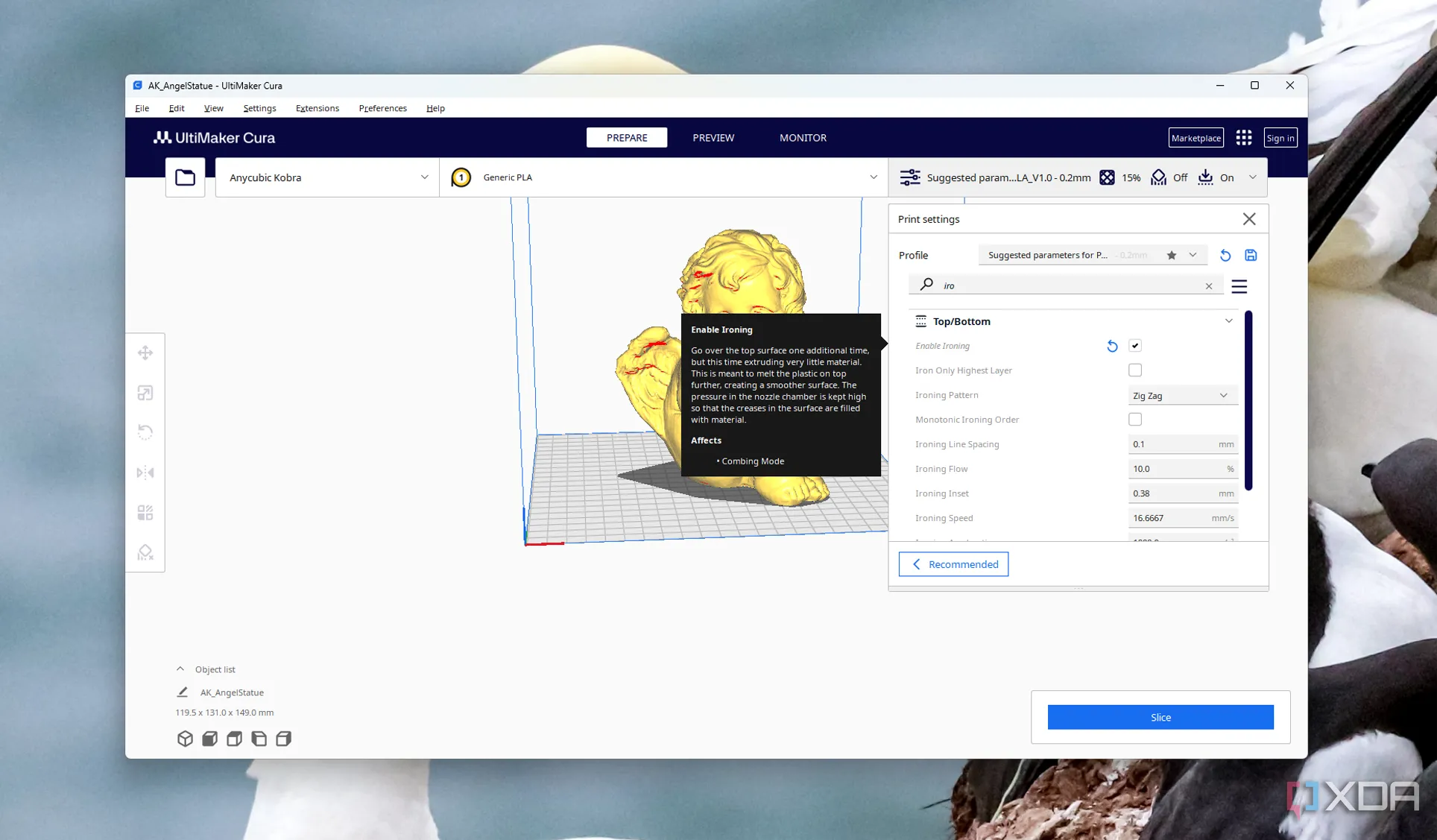
3. Chế Độ Ủi Bề Mặt (Ironing Mode)
 Tùy chọn bật chế độ Ironing (ủi bề mặt) trong giao diện cài đặt của phần mềm Cura
Tùy chọn bật chế độ Ironing (ủi bề mặt) trong giao diện cài đặt của phần mềm Cura
Chế độ ủi (Ironing) là một kỹ thuật làm mịn bề mặt trên cùng của bản in bằng cách di chuyển vòi phun qua lại mà không đùn sợi hoặc chỉ đùn một lượng vật liệu cực kỳ nhỏ. Quá trình này giúp làm nóng chảy và làm phẳng lớp trên cùng, từ đó giảm thiểu các đường lớp và cải thiện tính thẩm mỹ. Đây là cài đặt lý tưởng cho các bản in có bề mặt trên cùng dễ nhìn thấy, phẳng và lộ thiên, chẳng hạn như mặt trên của hộp hoặc vỏ bọc. Nếu bạn đang in các vật thể trang trí như lithophanes, chế độ này cũng mang lại lợi ích đáng kể. Khi bật cài đặt này, bạn sẽ thấy các tùy chọn khác xuất hiện để điều chỉnh thêm, ví dụ như chỉ ủi các lớp cao nhất, chọn kiểu ủi, khoảng cách dòng, tốc độ và gia tốc ủi. Hãy thử điều chỉnh chúng và quan sát tác động đến bản in của bạn.
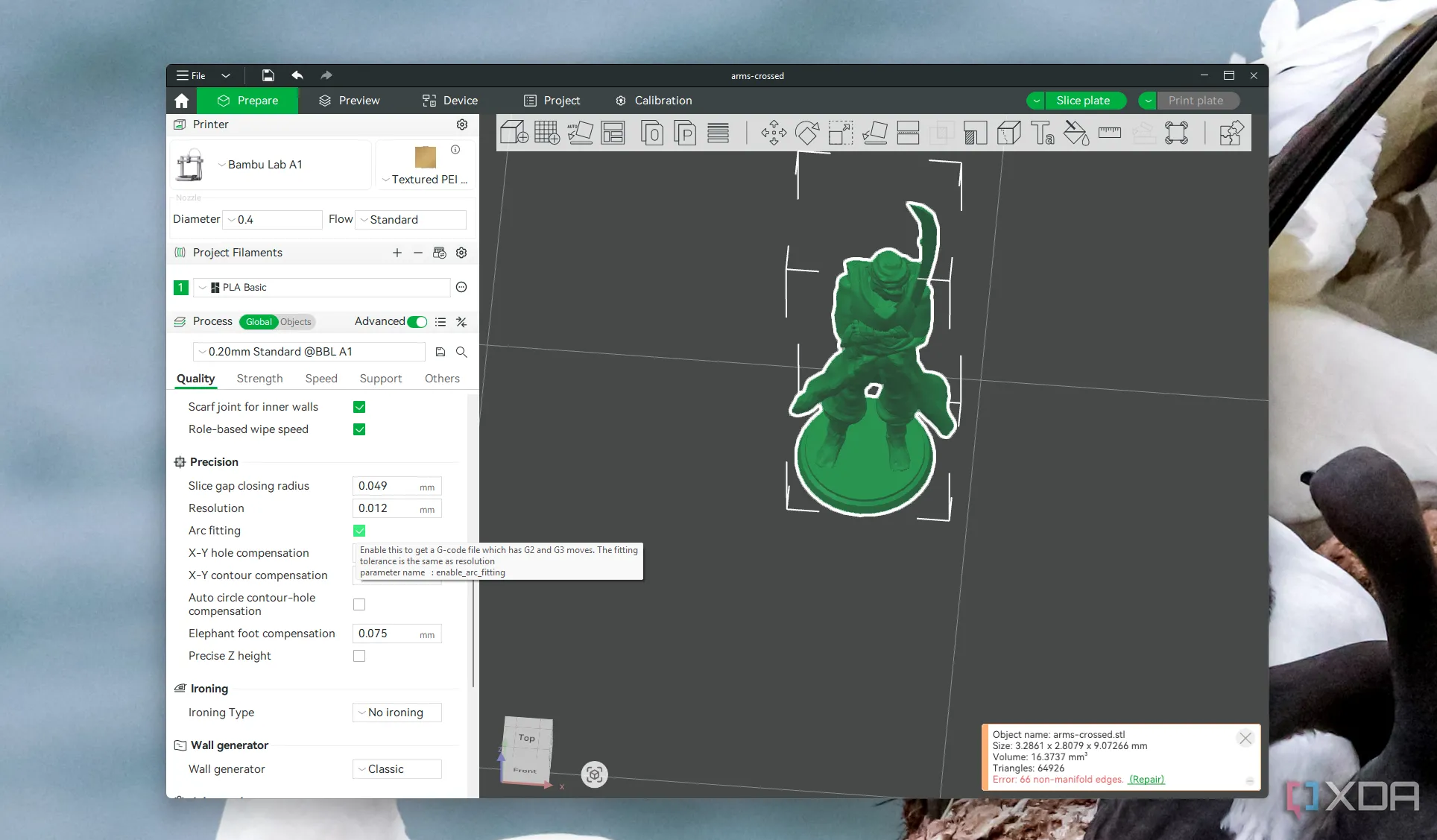
4. Điều Chỉnh Cung Tròn (Arc Fitting)
 Giao diện cài đặt tính năng Arc fitting trong phần mềm Bambu Studio giúp tối ưu in 3D các chi tiết cong
Giao diện cài đặt tính năng Arc fitting trong phần mềm Bambu Studio giúp tối ưu in 3D các chi tiết cong
Nếu bạn đang sử dụng phần mềm slicer Bambu Studio, bạn có thể tìm thấy cài đặt “Arc fitting”, đôi khi còn được gọi là tối ưu hóa G-code. Đây là một cài đặt cho phép slicer thay thế nhiều chuyển động đường thẳng nhỏ (lệnh G1) bằng các lệnh cung tròn (G2 và G3) khi tạo G-code. Thay vì xấp xỉ các đường cong bằng cách chồng chất nhiều đoạn thẳng nhỏ, tính năng này sẽ khớp các cung tròn vào đường chạy của công cụ. Điều này giúp giảm kích thước của tệp G-code và mang lại chuyển động máy in mượt mà hơn, các bản in tròn chính xác hơn, đặc biệt dễ nhận thấy ở các vật thể có hình dạng bo tròn. Bạn nên sử dụng cài đặt này khi in các bộ phận cong như bánh răng, bình hoa hoặc vòng. Nếu tệp G-code của bạn trở nên quá lớn, hãy sử dụng cài đặt này để giảm kích thước. Tuy nhiên, trước khi sử dụng, hãy kiểm tra xem máy in 3D hoặc firmware của bạn có hỗ trợ các lệnh G2/G3 hay không.
5. Lưu Lượng Lớp Đầu Tiên (Initial Layer Flow)
 Tùy chỉnh thông số Initial layer flow (lưu lượng lớp đầu tiên) trong cài đặt của Cura
Tùy chỉnh thông số Initial layer flow (lưu lượng lớp đầu tiên) trong cài đặt của Cura
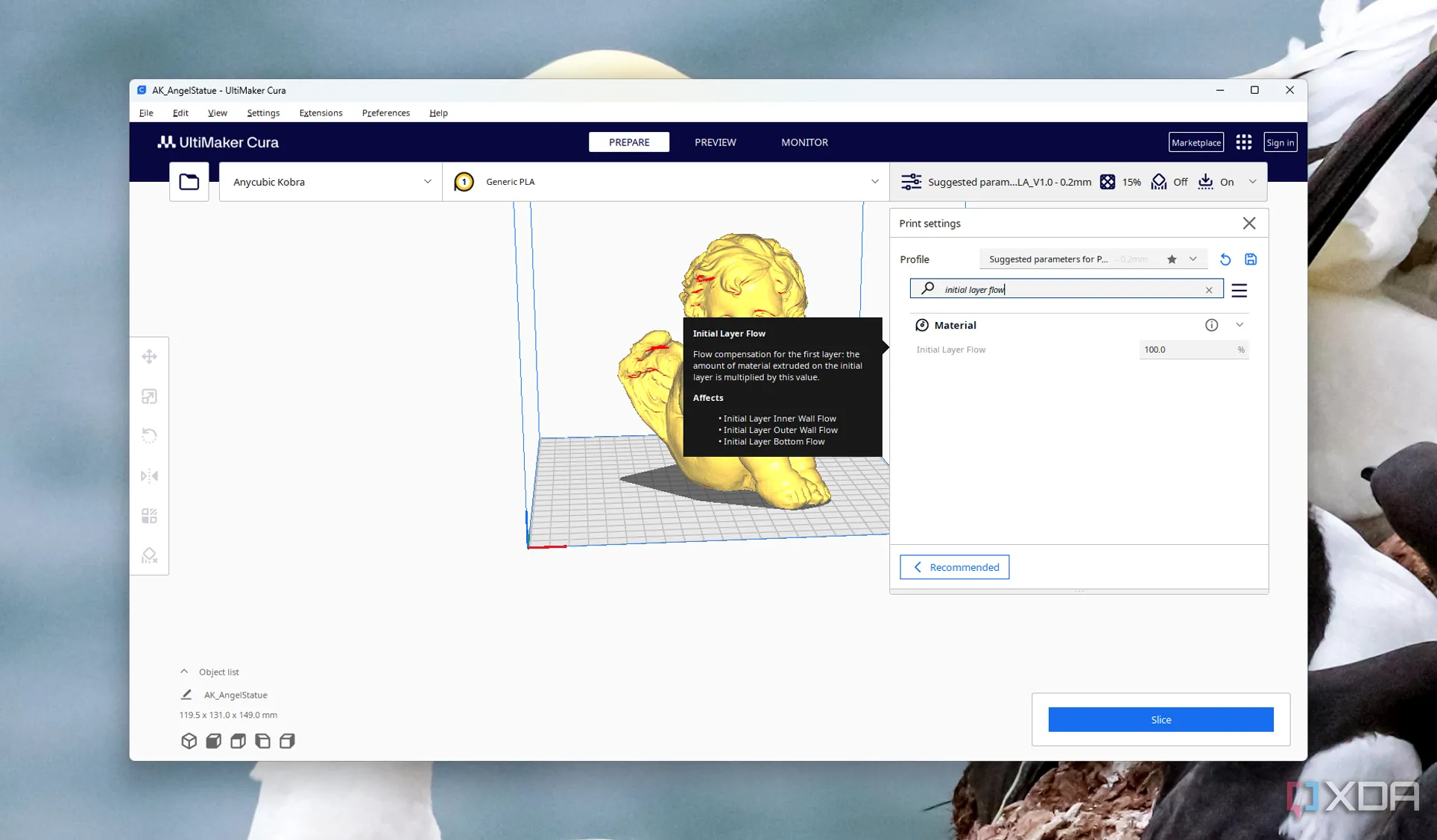
Việc có được lớp đầu tiên hoàn hảo là yếu tố cực kỳ quan trọng cho sự thành công của bản in, và giá trị lưu lượng lớp đầu tiên (initial layer flow) có thể giúp bạn đạt được điều này. Việc tăng lưu lượng chỉ riêng cho lớp đầu tiên sẽ đảm bảo độ bám dính tốt hơn, vì nó sẽ ép nhẹ sợi filament để bám chặt vào bàn in. Tuy nhiên, hãy cẩn thận vì nếu giá trị này quá cao, nó có thể gây ra hiện tượng “chân voi” (elephant’s foot) hoặc đùn quá mức. Giá trị mặc định thường là 100-105%, và bạn có thể thử tăng lên 110% nếu bản in của bạn không bám dính tốt.
Bên cạnh đó, bạn cũng có thể thử giảm tốc độ lớp đầu tiên hoặc tăng nhiệt độ lớp đầu tiên để xem sự khác biệt mà chúng tạo ra. Khi thực hiện, hãy đảm bảo rằng bạn đã cân bằng bàn in đúng cách và hiệu chỉnh Z-offset để đạt được kết quả tốt nhất. Trong phần mềm Cura, bạn có thể tìm thấy cài đặt này trong số các tùy chọn của lớp đầu tiên.
 Bản in 3D chất lượng cao, minh họa 6 cách dễ dàng để bản in 3D của bạn trông chuyên nghiệp hơn
Bản in 3D chất lượng cao, minh họa 6 cách dễ dàng để bản in 3D của bạn trông chuyên nghiệp hơn
6. Chiều Dài Tường Cầu Tối Thiểu (Minimum Bridge Wall Length)
 Giao diện cài đặt thông số Minimum bridge wall (chiều dài tường cầu tối thiểu) trong phần mềm slicer Cura
Giao diện cài đặt thông số Minimum bridge wall (chiều dài tường cầu tối thiểu) trong phần mềm slicer Cura
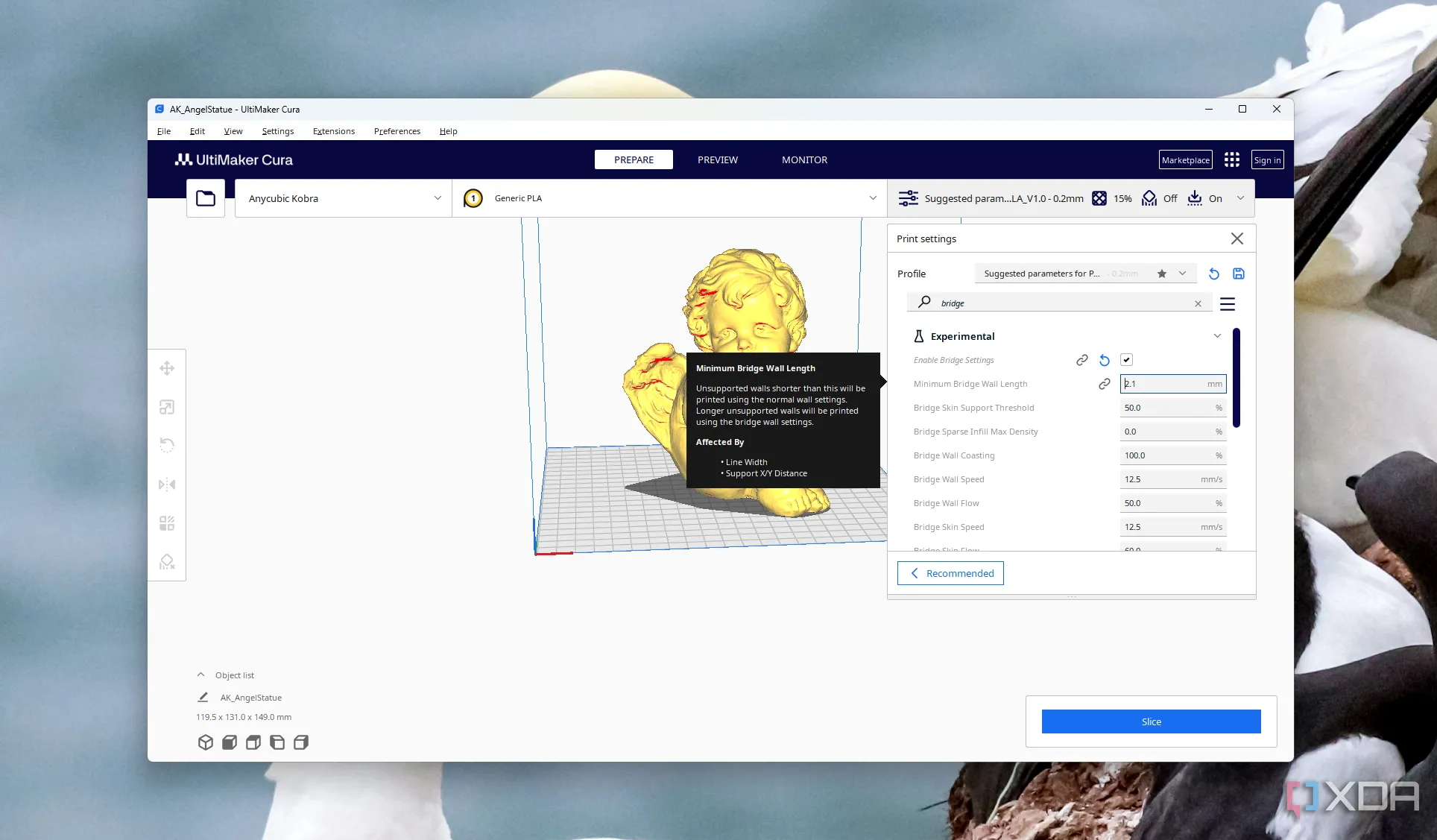
Cài đặt này quyết định liệu phần mềm slicer có nên tạo tường cầu (bridge walls) dọc theo các cạnh của một cầu nối (bridge) hay không, dựa trên chiều dài bạn đã đặt. Nếu cầu nối ngắn hơn giá trị bạn đặt ở đây, Cura sẽ bỏ qua việc tạo các tường ngoài đó. Điều này giúp tránh việc làm lộn xộn các khu vực cầu nối nhỏ bằng các đường không cần thiết, vốn có thể dẫn đến hiện tượng đùn rối hoặc chất lượng in kém. Nếu chiều dài tường cầu tối thiểu quá thấp, Cura có thể thêm tường cầu ngay cả vào những khu vực rất nhỏ không cần thiết, dẫn đến tình trạng chảy sợi (stringing) hoặc đùn cục (blobs).
Ngược lại, nếu đặt giá trị quá cao, tường cầu có thể không được thêm vào các cầu nối có kích thước vừa phải, điều này có thể gây ra hiện tượng chảy xệ. Một điểm khởi đầu tốt là khoảng 5 mm, nhưng bạn có thể thử nghiệm với các giá trị cao hơn hoặc thấp hơn tùy thuộc vào máy in và loại sợi filament của mình. Cài đặt này đặc biệt hữu ích khi in các mô hình chi tiết có cầu nối nhỏ giữa các tính năng tinh xảo.
Tận Dụng Tối Đa Phần Mềm Slicer 3D Của Bạn
Thật dễ dàng để rơi vào thói quen nhấn nút “slice” mà không kiểm tra các cài đặt nâng cao, đặc biệt khi các cài đặt mặc định thường hoạt động khá tốt. Tuy nhiên, những cài đặt slicer “ẩn” này rất đáng để thử nếu bạn muốn khám phá thêm để có được chất lượng bề mặt tốt hơn, bản in nhanh hơn, các cầu nối sạch hơn hoặc ít lỗi hơn. Vì vậy, hãy dành vài phút để khám phá chúng và thử điều chỉnh một hoặc hai trong số các cài đặt này trên bản in tiếp theo của bạn. Bạn có thể sẽ ngạc nhiên bởi kết quả tốt hơn và sự khác biệt mà chúng mang lại. Hãy chia sẻ trải nghiệm của bạn với các cài đặt này ở phần bình luận nhé!